
























电压放大器基于压电信号尾波干涉焊缝缺陷监测研究的应用
焊接技术作为现代工业中一种基本的工艺方法,具有节省金属材料、生产效率高、致密性好、制造加工方便、易于实现机械化与自动化的特点,已广泛应用于航空工程、机械工程、土木工程以及其他各个工业领域。
但是在焊缝缺陷处很容易产生应力集中,若缺陷处应力过大,将会出现变形和微小的裂纹,最后从微裂纹发展到比较大的宏观裂纹,容易引发脆性断裂,最终导致焊接结构的失效。因此,对焊接结构进行有效及时地检测以及实时的质量监测,排除一些潜在的危险源,提前预防损伤的进一步发展,对保证焊接结构的安全性和可靠性具有重要的工程与经济意义
尾波干涉无损检测利用波的叠加思路,将透射波视为入射波在结构中所有传播途径波的叠加。当传播介质的特性发生变化时,例如存在微小缺陷或损伤,这些变化会干扰超声波的传播路径,从而导致尾波信号发生微小变化。这些变化可以通过干涉原理进行检测
ATA-2000系列高压放大器基于采用AB类放大电路,具有低失真、高稳定的特点。其最大带宽可达1MHz,最大输出电压可达1600Vpp,广泛应用于各类压电材料测试及性能评估。
实验名称:基于压电信号尾波干涉的焊缝缺陷监测研究
实验原理:尾波干涉方法主要是利用介质中的多重散射波来检测介质的微小变化,当超声波在焊接试件中传播时,由于焊缝处的非均匀性(存在如微裂纹、未焊透等缺陷),会发生复杂的反射、散射现象,这些反射、散射波相互干涉,最终形成多重散射波。随着缺陷的发展如微裂纹的扩展,多重散射程度会进一步增加。用激励信号激励焊接试件时,检测到的响应信号为直达波信号后面带着一段幅值较小但持续时间较长的信号,像是一条长长的“尾巴”,因此称为尾波。与直达波相比,尾波在焊接试件中来回多次传播,对焊缝处的微小缺陷重复采样使之不断放大,使得尾波对焊缝中的微小缺陷和损伤十分敏感。
实验实拍图:

实验过程:使用NIPXIe-1078集成机箱发射信号,经过ATA-2021B高压放大器放大后,对PZT1进行激励,产生应力波,在焊接试件中传播后,由PZT2来接收,产生的压电信号由集成机箱接收并记录,最后在电脑上显示。
应用方向:航空航天、工业、土木建筑
应用场景:无损检测、超声导波、压电换能器、结构内部损伤检测
产品推荐:ATA-2000系列高压放大器
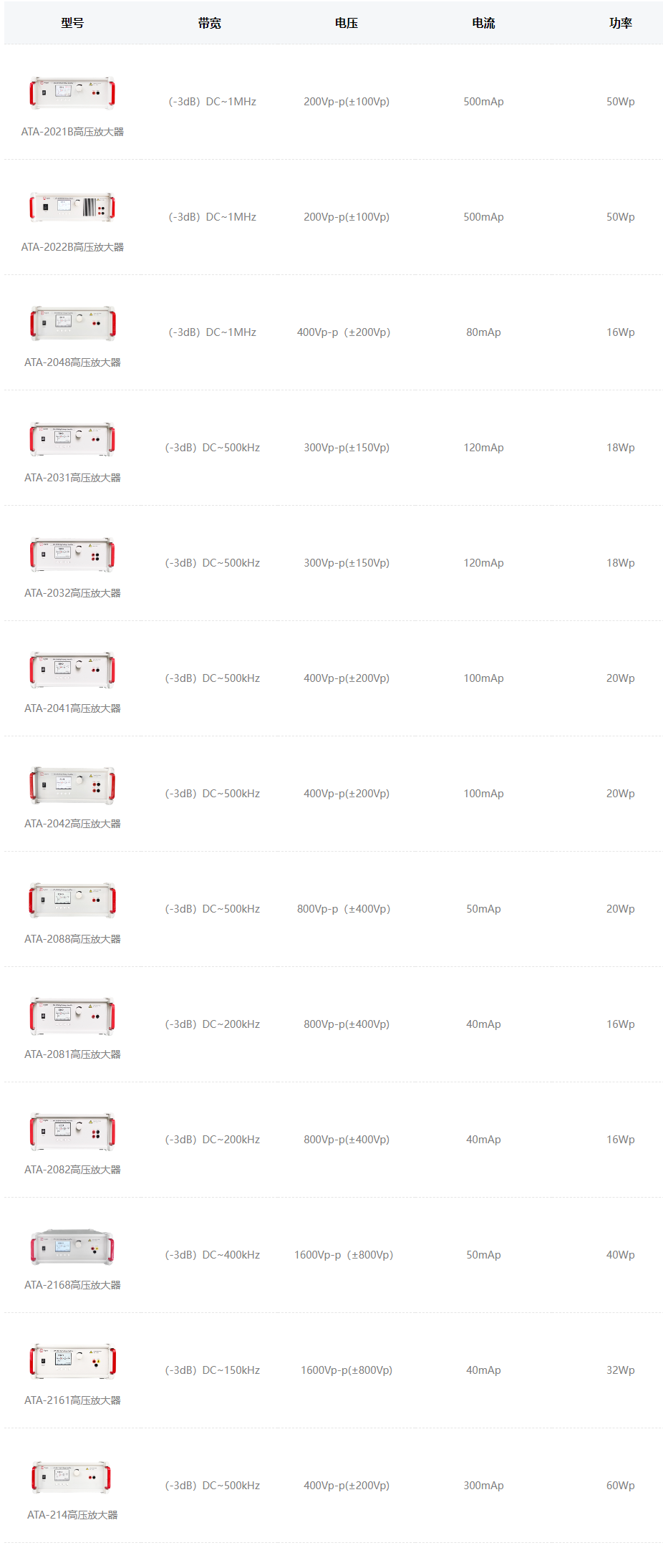
图:ATA-2000系列高压放大器指标参数
西安88858cc永利官网是专业从事功率放大器、高压放大器、功率信号源、前置微小信号放大器、高精度电压源、高精度电流源等电子测量仪器研发、生产和销售的高科技企业,为用户提供具有竞争力的测试方案。Aigtek已经成为在业界拥有广泛产品线,且具有相当规模的仪器设备供应商,样机都支持免费试用。如想了解更多功率放大器等产品,请持续关注88858cc永利官网官网www.aigtek.com或拨打029-88865020。
原文链接:/news/4367.html